How a Custom Stamped Metal Parts Supplier Utilizes New Extrusion Processes for High-Volume Production
- Share
- Issue Time
- Mar 10,2026
Summary
Learn how a custom stamped metal parts supplier uses new extrusion processes for high-volume production. Discover hybrid manufacturing benefits, complex geometry capabilities, and cost-effective solutions for automotive and electronics.
As a custom stamped metal parts supplier, we are always looking for innovative ways to meet the demands of high-volume production while maintaining precision and cost-effectiveness. The metal fabrication landscape is constantly evolving, with several methods offering unique advantages. Stamping, for instance, is a highly efficient process for producing large quantities of identical parts. However, when combined with other techniques, its potential can be greatly amplified.
This blog post explores the critical role of custom stamped metal parts suppliers and how integrating advanced extrusion processes can push the boundaries of high-volume manufacturing, ensuring superior product quality and efficiency for our clients. We will delve into both metal stamping and extrusion, highlighting their individual strengths and, most importantly, how their synergy can unlock new possibilities in component design and production.
Understanding the Foundation: Metal Stamping from a Custom Stamped Metal Parts Supplier's Perspective
Metal stamping has long been a cornerstone of industrial manufacturing, recognized for its speed and ability to produce high volumes of identical components. From automotive parts to electronic devices, the impact of metal stamping is seen across countless industries. For a custom stamped metal parts supplier, a deep understanding of this process is not just about shaping metal—it's about delivering precision, reliability, and value to every client. It’s a field that combines robust machinery with intricate design to transform simple metal sheets into functional, complex parts.
What is Metal Stamping?
Metal stamping is a cold-forming manufacturing process that uses a stamping press and specialized tools known as dies to shape flat sheet metal into a specific form. The process typically begins with a large coil or flat sheet of metal, referred to as a blank, which is fed into the press. Inside the press, the die, which is custom-made to the part's exact specifications, applies immense pressure to cut, bend, or form the metal. This action permanently deforms the material, creating a finished part with remarkable speed and consistency.
The dies themselves are masterpieces of engineering, often designed using CAD software to ensure extreme accuracy. They consist of a punch (the upper component that forms or cuts the metal) and a die cavity (the lower component that provides the shape). By pressing these two parts together with the sheet metal in between, the desired shape is achieved. Because the die guarantees the dimensional accuracy of the parts, metal stamping is renowned for its excellent repeatability across thousands or even millions of units.
Key Stamping Techniques Utilized by a Custom Stamped Metal Parts Supplier
Metal stamping is not a single operation but a collection of specialized techniques that can be used individually or in sequence to create complex components. A proficient custom stamped metal parts supplier will masterfully employ these methods to meet diverse design requirements.
Punching and Blanking
Punching and blanking are two of the most fundamental cutting operations in metal stamping. Though similar, they have distinct purposes.
- Punching is the process of creating holes in a metal workpiece by forcing a punch tool through the sheet. The material removed from the hole is considered scrap, while the sheet itself becomes the functional part. This is a highly cost-effective method for adding features like mounting holes or ventilation slots.
- Blanking is the inverse operation, where the piece that is cut out from the sheet metal is the desired part, or "blank," and the surrounding material is scrap. Blanking is often the first step in a series of stamping operations, creating a part with a specific outer profile that will be further formed in subsequent stages.
Bending and Drawing
Bending and drawing are forming operations that transform flat sheets into three-dimensional objects.
- Bending involves deforming the metal along a straight line to create angles, V-shapes, U-shapes, or channels. This is achieved by pressing the sheet between a punch and die to achieve the desired angle.
- Drawing, particularly deep drawing, is a more advanced process used to create deep, cup-like shapes. It involves pulling a metal sheet into a die cavity with a punch, stretching the material to form complex 3D geometries without wrinkles or fractures. This technique is essential for manufacturing components like cans, casings, and enclosures.
Embossing and Flanging
These techniques are used to add functional features or enhance the part's strength and appearance.
- Embossing creates raised or recessed designs on the metal surface without significantly changing its thickness. This is done by pressing the sheet between a male and female die, and it's commonly used for logos, lettering, or stiffening ribs.
- Flanging involves bending the edge of a metal sheet, often to increase its strength, provide a connecting surface, or finish a raw edge. This technique is crucial for creating sturdy and easily assembled parts.
Advantages and Limitations of Stamping for a Custom Stamped Metal Parts Supplier
Like any manufacturing process, metal stamping has a distinct set of advantages and limitations that make it suitable for certain applications. A knowledgeable custom stamped metal parts supplier helps clients navigate these factors to determine if stamping is the right choice for their project.
| Advantages | Limitations |
|---|---|
| High Speed & Efficiency | High Initial Tooling Costs |
| Cost-Effectiveness for High Volumes | Limited Design Flexibility for Complex 3D Shapes |
| Excellent Precision & Repeatability | Material Thickness Constraints |
| Material Versatility | Potential for Springback |
| Reduced Material Waste | Long Lead Times for Die Manufacturing |
Advantages:
- Cost-Effectiveness in High-Volume Production: The high speed of automated stamping presses significantly reduces labor costs, making the per-part cost very low for large production runs.
- Precision and Consistency: Because parts are shaped by a durable die, every component produced is virtually identical, ensuring tight tolerances and high repeatability.
- Rapid Production Rates: Automated systems can produce thousands of parts per hour, making it an ideal process for meeting tight deadlines and high demand.
- Material Savings: Stamping utilizes sheet metal efficiently, and processes can be optimized to minimize scrap material, thus saving on costs.
Limitations:
- High Initial Tooling Costs: The design and manufacturing of custom dies require significant upfront investment, which can be a barrier for small production runs.
- Limited Flexibility for Design Changes: Once a die is made, altering the part design can be difficult and expensive, potentially requiring a new die to be created.
- Material Limitations: Stamping is most effective on sheet metals, and working with very thick or hard materials can increase tool wear and costs.
The Rise of Extrusion: A Game-Changer for a Custom Stamped Metal Parts Supplier in High-Volume Production
While metal stamping is a powerhouse for forming sheet metals, another process, metal extrusion, offers a complementary set of capabilities that are transforming how a custom stamped metal parts supplier approaches high-volume production. Extrusion excels at creating continuous, complex profiles that are difficult or impossible to achieve through stamping alone. By integrating this process, we can offer more innovative and efficient solutions to our clients.
What is Metal Extrusion?
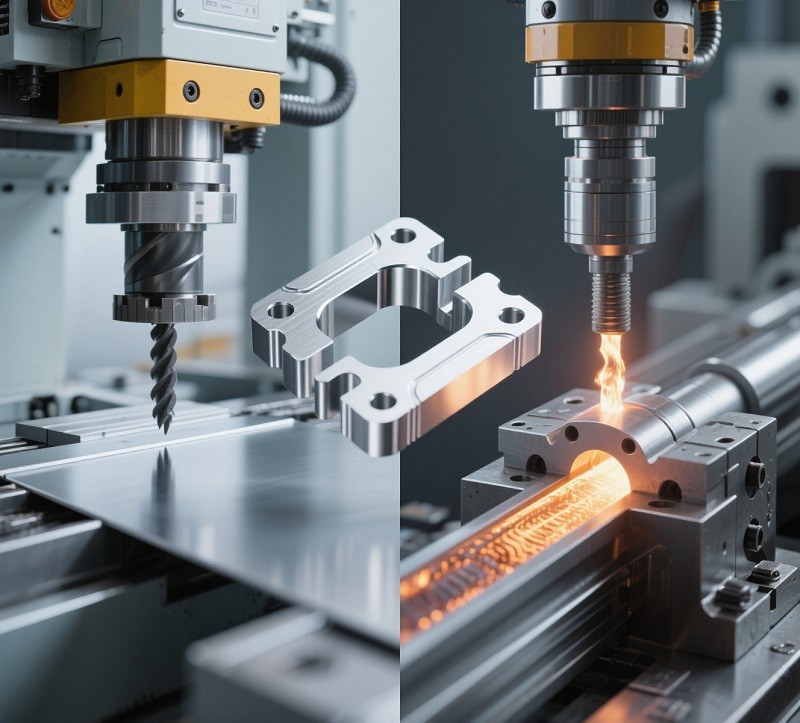
Metal extrusion is a forming process where a solid billet of metal is heated and forced to flow through a shaped die opening under immense pressure. The process is often compared to squeezing toothpaste out of a tube; the extruded part, known as an "extrudate," emerges with the same cross-sectional profile as the die opening. The material is pushed through the die by a hydraulic or mechanical press, allowing for the creation of long, uniform shapes.
The key steps in the extrusion process are:
- A cylindrical metal billet is heated to a temperature that makes it malleable but not molten.
- The heated billet is placed in the extrusion press.
- A powerful ram pushes the billet, forcing the metal to flow through the custom-shaped die.
- The extruded profile emerges and is then cooled, stretched to ensure straightness, and cut to the desired length.
While many metals can be extruded, aluminum is by far the most common due to its unique properties.
Why Extrusion Complements Stamping for a Custom Stamped Metal Parts Supplier
At first glance, stamping and extrusion might seem like entirely different worlds—one works with flat sheets, the other with solid billets. However, their strengths are highly complementary, and a forward-thinking custom stamped metal parts supplier can leverage both to create superior components. Extrusion is not a replacement for stamping but a powerful partner that opens up new design avenues.
The Power of Aluminum: Extrusion's Best Ally
Aluminum is the ideal material for extrusion due to a combination of beneficial properties:
- High Strength-to-Weight Ratio: Aluminum is lightweight yet impressively strong, making its extruded components perfect for industries like aerospace and automotive where weight reduction is critical.
- Excellent Corrosion Resistance: Aluminum naturally forms a protective oxide layer that resists rust and corrosion, ensuring longevity even in harsh environments. This protection can be further enhanced through finishing processes like anodizing.
- Malleability: Aluminum's ability to be easily shaped allows it to be forced through dies with intricate and complex profiles without cracking.
- Thermal Conductivity: As an excellent conductor of heat, aluminum is ideal for applications requiring heat dissipation, such as heat sinks and electronic enclosures.
These properties make aluminum extrusions a versatile and cost-effective solution for a wide range of applications.
Achieving Complex Geometries and Strict Tolerances
One of the greatest advantages of extrusion is its ability to produce complex cross-sectional geometries, including intricate hollows and undercuts, in a single pass. Creating such shapes through stamping would require multiple steps, complex tooling, and potential assembly, increasing both time and cost. Extrusion allows designers to consolidate multiple functions into a single, custom-designed profile, simplifying assembly and reducing part counts.
While standard extrusion offers good precision, it's also possible to achieve tighter tolerances for applications demanding a perfect fit. Factors like wall thickness, alloy selection, and profile complexity all influence the final dimensions. For features where precision is critical, extruders can implement special controls or plan for secondary machining operations to meet even the strictest requirements. Complex profiles naturally require wider tolerances than simple shapes due to variations in metal flow and cooling, a reality that an experienced supplier can manage through careful design and process control.
Advantages and Disadvantages of Extrusion for a Custom Stamped Metal Parts Supplier
Integrating extrusion into our service offerings requires a clear understanding of its pros and cons. This allows us to guide our clients toward the most effective manufacturing strategy for their needs.
| Advantages | Disadvantages |
|---|---|
| Creation of Complex Cross-Sections | Process Limited to Linear Profiles |
| Low Tooling Costs Compared to Stamping | Cross-Sectional Size Constraints |
| Excellent Surface Finish | Uniform Wall Thickness Can Be Challenging |
| Material Properties Can Be Enhanced | Higher Initial Setup Time for Press |
| Minimal Material Waste | Hot Extrusion Can Create an Oxide Layer |
Advantages:
- Complex Shapes: Extrusion can produce intricate and custom profiles that are not feasible with other methods.
- Lower Tooling Costs: The cost to create an extrusion die is generally much lower and has a shorter lead time compared to the complex dies required for progressive stamping.
- Good Surface Finish: Extruded parts typically have a smooth surface finish, which can eliminate the need for secondary polishing operations.
- Improved Material Properties: The extrusion process can work-harden metals (in cold extrusion) or refine the grain structure (in hot extrusion), leading to enhanced mechanical properties.
Disadvantages:
- Uniform Cross-Section Only: The process is limited to creating parts with a consistent cross-section along their length. Changes in shape require secondary operations.
- Size Limitations: The size of the extruded profile is limited by the diameter of the press and the billet size it can accommodate.
- Potential for Defects: Issues like surface cracking or internal voids can occur if the process parameters (temperature, speed) are not carefully controlled.
- Oxidation in Hot Extrusion: Hot extrusion can cause a layer of oxide to form on the surface, which may need to be removed through a finishing process.
By understanding these trade-offs, a custom stamped metal parts supplier can strategically combine extrusion and stamping to harness the best of both worlds.
Now, let's explore how to integrate these two powerful processes.
How a Custom Stamped Metal Parts Supplier Integrates Extrusion for Enhanced Production
The true innovation for a modern custom stamped metal parts supplier lies not in choosing one process over the other, but in intelligently integrating them. By combining the linear complexity of extrusion with the high-speed secondary operations of stamping, we can produce highly sophisticated parts that are both cost-effective and superior in quality. This hybrid approach allows us to overcome the limitations of each individual process and deliver unparalleled value.
Strategic Part Design for Combined Processes
The key to successfully integrating extrusion and stamping begins at the earliest stage: part design. A proactive engineering strategy known as Design for Manufacturing (DFM) is crucial. Instead of designing a part and then figuring out how to make it, DFM involves designing the product specifically for the manufacturing processes that will be used. This approach helps to minimize production costs, reduce lead times, and enhance overall product performance by identifying and resolving potential challenges early in the design phase.
When combining extrusion and stamping, a DFM strategy might involve:
- Designing for Function Consolidation: An extruded profile can be designed with multiple features built-in, such as screw bosses, snap-fit channels, or integrated heat sink fins. This single, complex profile can then be stamped to add holes, bends, or other features, eliminating the need to assemble multiple individual components.
- Simplifying Complex Geometries: Engineers can analyze a complex machined part and redesign it as an extruded profile with secondary stamping operations. This drastically reduces material waste and machine time compared to subtractive manufacturing.
- -Streamlining Assembly: By creating interlocking extruded profiles or adding stamped alignment features, the final assembly process can be simplified, reducing labor costs and improving product quality.
A collaborative approach between the client's design team and the supplier's manufacturing engineers is essential for this strategy to succeed.
Leveraging Extrusion for Pre-formed Blanks in Stamping
One of the most effective ways to integrate these two processes is by using extruded profiles as pre-formed blanks for stamping operations. Traditionally, stamping starts with a flat sheet or coil of metal. However, for parts with a complex or non-uniform starting shape, this can lead to excessive material waste and multiple forming steps.
By starting with a custom extruded profile, we introduce a "near-net-shape" blank to the stamping press. Here’s how this creates a more efficient workflow:
- Extrusion: A custom aluminum profile is extruded with a cross-section that closely matches the final part's geometry. This could include varied wall thicknesses, integrated channels, or other complex features.
- Cutting: The long extrusion is cut into precise, short lengths, creating individual blanks.
- Stamping: These pre-formed blanks are then fed into a stamping press. The stamping operation can add features that extrusion cannot, such as holes, slots, embossing, coining, or bends along the length of the part.
This method significantly reduces the number of stamping operations required, minimizes material scrap, and lowers tool wear, leading to substantial cost savings and faster production cycles.

Optimizing Material Selection and Temper States for Both Processes
The success of a combined extrusion and stamping strategy heavily relies on choosing the right material. Specifically, the aluminum alloy and its temper state must be carefully selected to accommodate both manufacturing processes while meeting the final part’s performance requirements.
Understanding Aluminum Alloy Grades and Tempers (F, O, H, T, W)
Aluminum's properties are defined by its alloy series and temper designation. Temper refers to the treatment process that enhances the metal's hardness, strength, and ductility. Understanding these codes is critical for any custom stamped metal parts supplier.
The five basic temper categories are:
- F - As Fabricated: This describes aluminum that has been shaped without any special control over its thermal or strain-hardening conditions. It often applies to semi-finished products that will undergo further processing.
- O - Annealed: This is the softest, most ductile state of an alloy, achieved by heating it to a specific temperature and then slowly cooling it. The 'O' temper provides maximum workability, making it ideal for severe forming or deep drawing operations.
- H - Strain-Hardened: This applies to non-heat-treatable alloys (like the 1xxx, 3xxx, and 5xxx series) that have been strengthened through cold working. Additional numbers indicate the degree of hardening (e.g., H32, H34).
- T - Thermally Treated: This designation is for heat-treatable alloys (such as the 6xxx and 7xxx series) that have been solution heat-treated and then aged (either naturally or artificially) to achieve a stable, high-strength condition. Common tempers include T4 (naturally aged) and T6 (artificially aged).
- W - Solution Heat-Treated: This is an unstable temper that applies only to alloys that age spontaneously at room temperature after solution heat treatment.
| Temper Designation | Description | Key Characteristics |
|---|---|---|
| F | As Fabricated | No special treatment; properties are not guaranteed. |
| O | Annealed | Lowest strength, highest ductility, maximum formability. |
| H | Strain-Hardened | Strength increased by cold work (for non-heat-treatable alloys). |
| T | Thermally Treated | High strength and stability achieved through heat treatment and aging. |
| W | Solution Heat-Treated | Unstable; naturally ages over time. |
Selecting the Right Grade for Your Project
Choosing the right alloy and temper is a balancing act between formability for manufacturing and strength for the final application.
- For High Formability: Alloys in a softer temper, like the 3003 or 5052 series in an 'O' temper, are excellent for parts that require extensive bending or deep drawing. The 6xxx series alloys, like 6061 or 6063, are easier to bend in a T4 temper compared to the much harder T6 temper.
- For High Strength: Heat-treatable alloys like 6061-T6 are workhorses, offering a great balance of strength, corrosion resistance, and weldability. For the most demanding applications requiring extreme strength, 7075-T6 is a prime choice, though it is more difficult to form and extrude.
- For Hybrid Processes: A common strategy is to extrude and form a part in a more ductile temper (like T4) and then artificially age it to a higher strength (like T6) after all forming operations are complete. This allows for complex shaping without the risk of cracking, while still achieving the desired final mechanical properties.
A knowledgeable custom stamped metal parts supplier will guide you through these choices, ensuring the selected material is optimized for every step of the integrated manufacturing process.
Once parts are formed, they often require ďalší steps to meet final specifications, which we will explore next.
Beyond Forming: Finishing and Problem Solving by a Custom Stamped Metal Parts Supplier
Creating a part with the right shape and dimensions is only half the battle. As an experienced custom stamped metal parts supplier, we know that post-processing—including surface treatments, problem-solving common defects, and rigorous quality control—is what elevates a good part to a great one. This final stage is critical for ensuring durability, aesthetic appeal, and flawless performance in the end application.
Common Surface Treatment Methods for Stamped and Extruded Parts
Surface treatments are applied to aluminum parts to enhance their properties, such as corrosion resistance, wear resistance, surface hardness, and appearance. The right finish depends entirely on the part's intended use and environment.
Anodizing, Electroplating, and Powder Coating
These are three of the most common and effective finishing processes for aluminum.
- Anodizing: This electrochemical process thickens the naturally occurring oxide layer on the aluminum's surface. Unlike a coating, this layer is integral to the metal, meaning it won't chip or peel. Anodizing significantly improves corrosion and wear resistance. Furthermore, the porous nature of the anodized layer allows it to be dyed in various colors, offering aesthetic flexibility while maintaining a metallic luster. There are different types, with Type II being common for decorative finishes and Type III (hardcoat) providing maximum durability for high-wear applications.
- Electroplating: This process involves depositing a thin layer of another metal (such as nickel, chrome, or zinc) onto the aluminum part using an electric current. Electroplating is used to enhance specific properties like conductivity, solderability, or to achieve a specific decorative finish that aluminum alone cannot provide.
- Powder Coating: In this process, a dry, powdered polymer is electrostatically applied to the part, which is then cured under heat. This melts the powder into a uniform, durable, and attractive finish. Powder coating is known for its excellent resistance to chipping, scratching, and fading, and it comes in a virtually unlimited range of colors and textures. It is also an environmentally friendly option with minimal waste.

Sandblasting, Polishing, and Wire Drawing
These mechanical surface treatments are used to alter the texture and appearance of the part.
- Sandblasting: This technique involves propelling fine abrasive material at high speed onto the part's surface. It creates a matte, uniform, and slightly rough texture. Sandblasting is excellent for removing burrs, improving paint adhesion, and enhancing the fatigue resistance of the part.
- Polishing: Used to create a smooth, highly reflective, mirror-like finish, polishing is a mechanical process that uses abrasives to remove surface imperfections. It's often used for decorative parts where appearance is paramount.
- Wire Drawing (Brushing): This method creates a distinctive satin finish with fine, uniform lines on the surface. It is achieved by brushing the metal with a wire brush or abrasive belt and is often used for decorative panels and covers.
Tackling Common Problems in Aluminum Stamping
Aluminum, while versatile, presents unique challenges during the stamping process. A skilled custom stamped metal parts supplier must anticipate and mitigate these issues to ensure high-quality output.
Material Deformation and Surface Defects
Deformation and surface defects can arise from various factors, including material properties and process parameters.
- Causes: Issues like scratches, indentations, and an "orange peel" texture can be caused by impurities in the material, debris in the die, improper lubrication, or tool wear. Warping and distortion often result from the release of internal stresses within the material after processing or from uneven clamping forces.
- Solutions: To prevent these defects, it is crucial to use clean, high-quality material and maintain clean-room conditions for the tooling. Proper lubrication reduces friction, while optimizing die design ensures even material flow. For deformation caused by internal stress, pre-processing the material or using a post-forming stress-relief process can be effective.
Cracks, Breakage, and Springback
These are some of the most critical forming failures in metal stamping.
- Cracks and Breakage: These occur when the metal is stretched beyond its forming limit. This can be caused by sharp tool radii, excessive drawing ratios, insufficient material ductility, or inadequate lubrication. To prevent this, engineers can increase bend radii, select a material with better formability, optimize the blank holder force, or break a deep draw into multiple, more gradual stages.
- Springback: This is the tendency of a bent part to partially return to its original shape after the forming pressure is released. It occurs because of the metal's elastic recovery. To counteract this, several techniques are used, including overbending (bending the part to a slightly sharper angle than required), coining (applying high pressure at the bend to plastically deform the material), or using specialized dies designed to compensate for the effect.
Edge Quality and Welding Issues
The condition of the part's edges and its suitability for subsequent assembly processes like welding are critical quality markers.
- Edge Quality: Poor edge quality, characterized by burrs (sharp, raised edges), is often caused by improper clearance between the punch and die or dull tooling. Maintaining precise and well-maintained tooling is the primary solution. Fine blanking is an advanced stamping technique that produces exceptionally clean, smooth edges, often eliminating the need for secondary deburring.
- Welding Issues: Welding aluminum can be challenging due to its high thermal conductivity and the presence of a tough oxide layer. Common defects include porosity (gas bubbles trapped in the weld) and cracking. To ensure a strong weld, thorough cleaning of the parts to remove the oxide layer and any contaminants is essential. Using the correct welding technique (TIG or MIG), appropriate filler materials, and proper shielding gas (like argon) are also critical for success.
The Role of a Custom Stamped Metal Parts Supplier in Quality Control and Support
A truly valuable custom stamped metal parts supplier acts as a partner, providing comprehensive quality assurance and support throughout the entire product lifecycle. This commitment to quality goes far beyond a simple final inspection.
Key elements of a robust quality control process include:
- Initial Design Review (DFM): Collaborating with clients from the start to optimize designs for manufacturability, preventing issues before they arise.
- Incoming Material Inspection: Verifying that all raw materials meet the required specifications for chemical composition and physical properties before production begins.
- In-Process Monitoring: Using statistical process control (SPC) and regular inspections at various production stages to ensure every operation is within tolerance and that any deviations are caught early.
- Final Inspection and Testing: Conducting thorough dimensional verification (using tools like CMMs), performance tests (such as load or pressure testing), and visual inspections to confirm that the final parts meet all client specifications.
- Traceability and Documentation: Maintaining detailed records and material certifications for full traceability, which is especially critical for industries like aerospace and medical.
By embedding quality control into every step of the process, from planning to delivery, a custom stamped metal parts supplier ensures that the final products are not only dimensionally accurate but also reliable, durable, and fit for purpose.
Next, we'll examine how these integrated processes are applied in the real world and what the future holds.
Real-World Applications and the Future for a Custom Stamped Metal Parts Supplier
The strategic integration of metal stamping and extrusion is not just a theoretical concept; it is a practical approach that delivers tangible benefits across a wide range of demanding industries. By creating complex parts through this hybrid method, a custom stamped metal parts supplier can unlock new levels of performance, efficiency, and design freedom. This capability is shaping the future of manufacturing for high-value components.
Industries Benefiting from Expert Stamping and Extrusion Integration
Numerous sectors have embraced the power of combining these two formidable manufacturing techniques. The ability to create lightweight, strong, and intricate parts makes this integrated approach invaluable where performance and precision are non-negotiable.
Aerospace and Automotive
Both the aerospace and automotive industries are driven by the need for lightweight, high-strength components to improve fuel efficiency and overall performance.
- Aerospace: In this sector, every gram matters. Integrated manufacturing is used to produce lightweight structural components like fuselage structures, wing assemblies, and interior brackets. An extruded aluminum profile can provide the basic shape and strength, while subsequent stamping operations add precise mounting holes and other features, ensuring components meet the industry's stringent safety and performance standards.
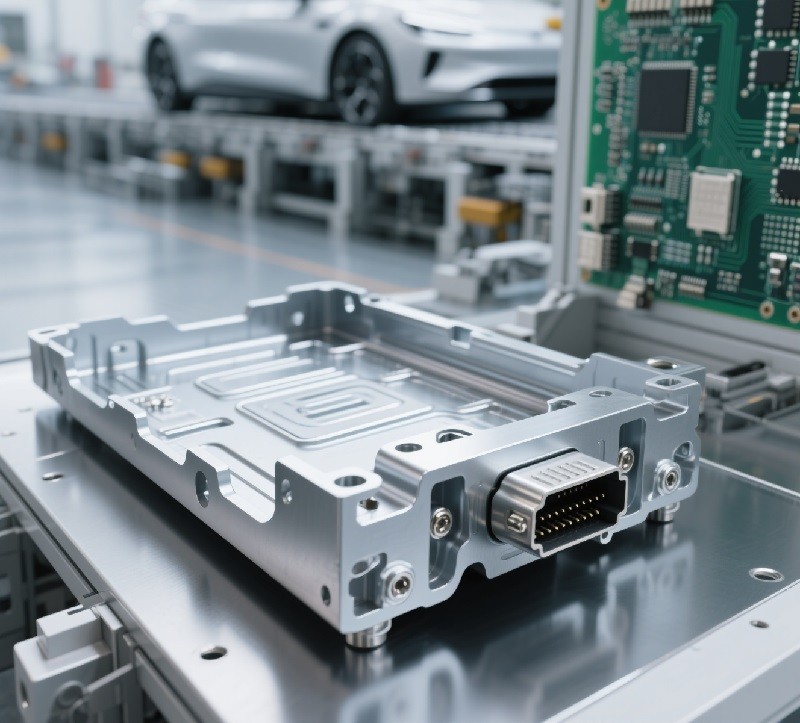
- Automotive: The shift towards electric vehicles (EVs) has created a huge demand for innovative components. Extruded aluminum profiles form the basis of battery enclosures, vehicle frames, and crash management systems. These extrusions are then stamped to add connection points, vents, and other necessary features, resulting in a lighter, stronger, and more cost-effective vehicle architecture.
Medical, Electrical, and Consumer Goods
Precision, hygiene, and aesthetics are critical in these markets, and integrated manufacturing delivers on all fronts.
- Medical Devices: Aluminum is widely used in medical equipment due to its lightweight, corrosion-resistant, and biocompatible properties. Extruded aluminum profiles are used to create the frames for hospital beds, diagnostic machines, and surgical equipment stands. Subsequent stamping creates precise features for mounting sensitive electronics or other components, all while maintaining the hygienic and easy-to-clean surfaces required in medical environments.
- Electrical and Consumer Goods: The electronics industry relies on this integrated approach to create custom enclosures, housings, and heat sinks. An extruded aluminum enclosure can be designed with complex fins for heat dissipation and internal slots for sliding in printed circuit boards (PCBs). Stamping operations then create openings for ports, buttons, and ventilation, resulting in a functional, durable, and aesthetically pleasing product.
The Competitive Edge: Why Choose an Integrated Custom Stamped Metal Parts Supplier
In today's competitive market, partnering with a single-source manufacturer that has mastered the integration of multiple processes provides a significant strategic advantage. Instead of managing a fragmented supply chain with separate vendors for extrusion, stamping, finishing, and assembly, a single-source supplier streamlines the entire production process from concept to completion.
The benefits of this consolidated approach include:
- Streamlined Supply Chain: Working with a single partner eliminates the logistical complexities of coordinating between multiple vendors. This reduces lead times, simplifies communication, and ensures a smoother workflow from one stage to the next.
- Improved Quality Control: An integrated manufacturer has complete oversight of the entire production process. This ensures consistent quality standards are maintained from raw material inspection through to the final finished part, reducing the risk of errors and defects.
- Cost Efficiency: Consolidating manufacturing services reduces administrative overhead, transportation costs, and the expenses associated with managing multiple suppliers. Furthermore, optimizing the design for an integrated process often leads to more efficient material use and fewer manufacturing steps, lowering the total cost per part.
- Enhanced Innovation and Flexibility: With expertise in multiple processes, an integrated supplier can offer more creative and effective solutions to complex design challenges. They can provide valuable Design for Manufacturing (DFM) input that leverages the strengths of each technique, resulting in a superior final product.
Conclusion: Driving the Future of High-Volume Production
By combining the high-speed precision of metal stamping with the complex-profile capabilities of metal extrusion, a dedicated custom stamped metal parts supplier can offer unparalleled solutions for high-volume production needs. This integration unlocks greater design flexibility, optimizes material usage, and delivers significant cost efficiencies that are unattainable with a single-process approach. For industries where strength, weight, and precision are paramount, this hybrid manufacturing strategy is not just an advantage—it's a necessity.
Partnering with a custom stamped metal parts supplier who expertly utilizes both stamping and extrusion ensures that your projects benefit from the most advanced and effective manufacturing techniques available. This approach results in components that are durable, precise, and perfectly suited to their application, whether in a critical aerospace assembly or a sleek consumer electronic device. Getting it right from the start, with a partner who understands the nuances of both processes, is key to success.
We, as your trusted custom stamped metal parts supplier, are committed to continuously exploring and implementing such sophisticated processes. Our goal is to empower your innovations, solve your most complex manufacturing challenges, and help you drive success across all your endeavors.
We encourage you to share this article and join the conversation. How could an integrated manufacturing approach benefit your next project?